1. Executive Summary
The DOD-funded demonstration project at Horseshoe Bend (HsB) Water Treatment Plant in Butte, Montana demonstrates the potential for recovering rare earth elements (REEs) and other critical materials from hard-rock acid mine drainage (AMD) within an existing environmental remediation system.
HsB treats acidic, metal-laden waters originating from historic hard-rock mining operations within the Berkeley Pit Superfund site. These waters must be continuously managed to meet environmental compliance requirements, creating a steady, permitted long-term feedstock for mineral recovery without new mining activity.
Using technologies developed by West Virginia University (WVU), REE-enriched hydraulic pre-concentrates (HPC) have been successfully produced from hard-rock AMD at HsB, with downstream processing demonstrating the ability to generate mixed rare earth oxide products. This work confirms that hard-rock AMD—traditionally viewed solely as a legacy environmental challenge—can serve as a domestic source of rare earth materials when integrated into existing treatment infrastructure.
Like Appalachian coal AMD, the rare earth profile at HsB is enriched in heavy rare earth elements (HREEs), including dysprosium (Dy), terbium (Tb), and yttrium (Y). These elements are critical to defense systems, advanced manufacturing, and high-performance applications. This heavy-rich composition differentiates the site from many conventional rare earth resources and highlights the strategic value of hard-rock AMD as a complementary supply pathway.
Together with coal-related AMD projects in Appalachia, the HsB case study illustrates how legacy mine water treatment systems across diverse geologic settings can support a more resilient, environmentally integrated domestic rare earth supply chain.
Key Takeaways
Recovery is integrated with environmental remediation – The approach operates within an active Superfund treatment system without requiring new mining or additional environmental disturbance.
Upstream and downstream validation has been achieved – Demonstration- scale hydraulic pre-concentrate production and subsequent high-purity rare earth oxide refinement confirm technical compatibility with the AMDREE™ platform.
HsB expands the national deployment model – Together with coal-related AMD projects, HsB broadens the geographic and geologic foundation of a diversified domestic rare earth supply chain.
2. Site Background and Context
Butte, Montana (Figure 1) has a long history of hard-rock mining, leaving behind significant volumes of acidic, metal-bearing water requiring perpetual management. The Berkeley Pit and surrounding mine workings are among the most prominent examples of this legacy and are regulated under the U.S. Environmental Protection Agency’s Superfund program.
As shown in Figure 2, the HsB Water Treatment Plant treats AMD generated from the Berkeley Pit and adjacent facilities. The plant operates continuously, using a multi-stage chemical treatment process to neutralize acidity, remove dissolved metals, and ensure downstream water quality compliance.
This infrastructure provides a unique platform for rare earth recovery. Rather than introducing new extractive activity, rare earth elements and critical materials are captured within the normal treatment process—transforming an environmental liability into a source of strategic materials while maintaining full remediation compliance.
HsB demonstrates how hard-rock AMD treatment facilities—originally designed for environmental protection—can be adapted to support domestic critical material recovery while maintaining their primary remediation function.
3. Feedstock Characteristics, REE Content, and Basket Composition
The feedstock for the HsB case study is hard-rock acid mine drainage generated from historic mining operations within the Berkeley Pit complex. This AMD is continuously collected and treated under an established Superfund remediation program, providing a regulated, long-term source of mineral-bearing water.
Sampling of incoming AMD confirmed dissolved total rare earth element (TREE) concentrations of approximately 5,405 μg/L, with an influent pH near 4.0. Following treatment and rare earth recovery, the effluent pH is adjusted to approximately 11 before being returned to the existing mill process flow. Average system flow rates of approximately 2,500 gallons per minute create a persistent and predictable REE-bearing stream despite its dilute nature.
Unlike conventional rare earth deposits, the metals at HsB occur in dissolved form, allowing recovery to be integrated directly into the water treatment process. This eliminates the need for mining, crushing, grinding, or primary leaching and enables rare earth and critical material recovery as a byproduct of mandated environmental management.
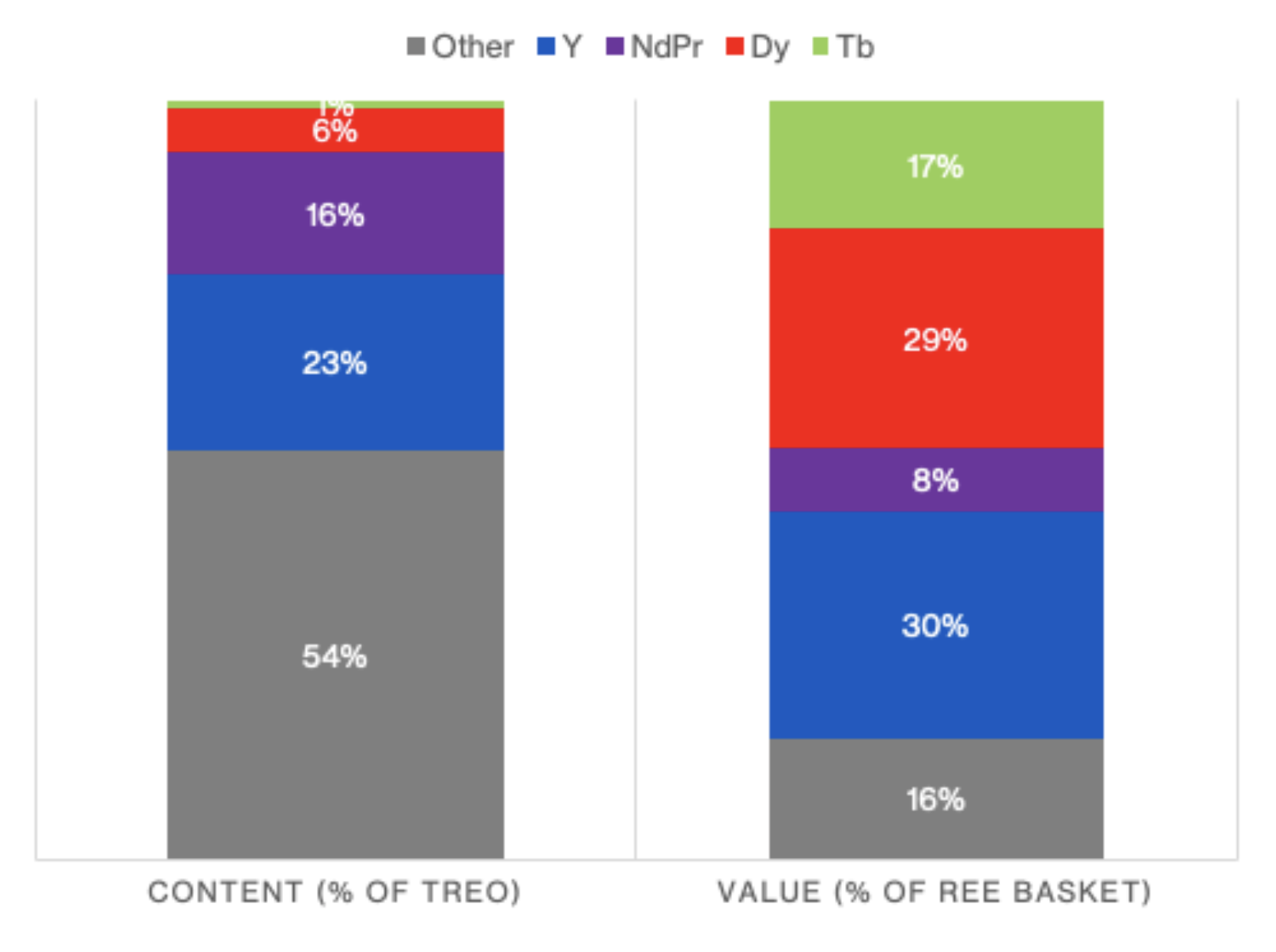
As shown in Figure 3, the rare earth basket at HsB is enriched in heavy rare earth elements (HREEs), including Dy, Tb, and Y. This heavy-rich profile differentiates hard- rock AMD from many traditional rare earth resources dominated by light rare earth elements and aligns closely with U.S. defense and advanced manufacturing priorities.
In addition to rare earth elements, the AMD contains substantially higher overall concentrations of other critical minerals—such as zinc, manganese, cobalt, and nickel— relative to total rare earth content. These base and specialty metals influence both process design and overall resource potential, creating a recovery profile in which rare earth elements and other critical materials can be developed in parallel.
Together, these characteristics position hard-rock AMD at HsB as a technically viable and strategically differentiated domestic feedstock for rare earth and critical material recovery.
4. Process Overview
Recovery of rare earth elements and critical materials at HsB integrates directly into the existing hard-rock AMD treatment system. The approach builds on established multi- stage water treatment infrastructure and introduces controlled separation steps to selectively capture valuable materials without disrupting remediation objectives.
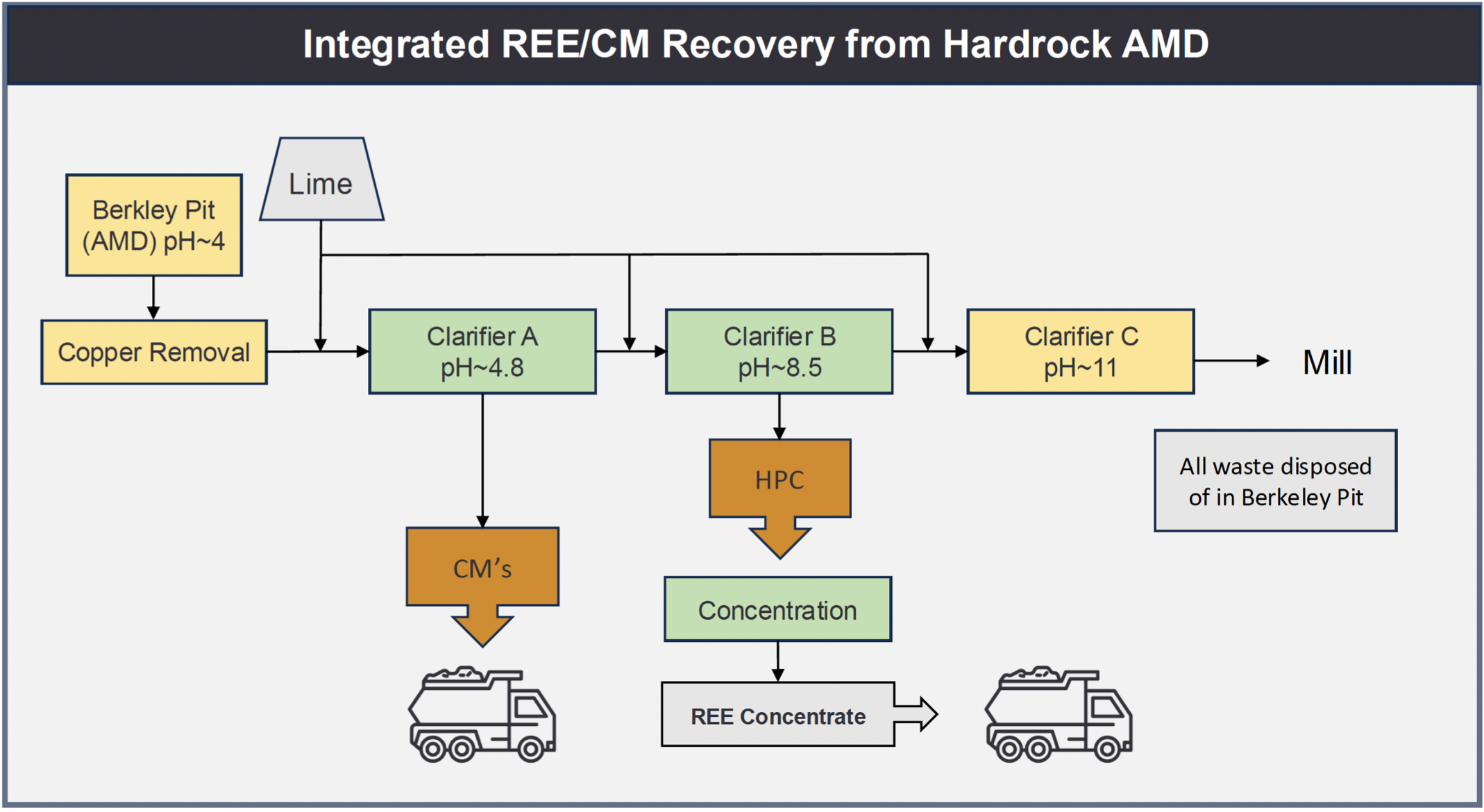
As shown in Figure 4, the process begins within the existing treatment plant, where staged pH adjustment and precipitation separate metals into distinct solid phases. Under controlled conditions, rare earth elements are concentrated into a HPC stream, while other critical materials may be recovered in parallel. Following HPC recovery, the effluent undergoes a final pH adjustment before being returned to the mill process flow.
The rare earth–enriched HPC is then directed to a downstream processing circuit. Through established hydrometallurgical techniques—including leaching, solution purification, and controlled separation—the material can be converted into concentrates or mixed rare earth oxide intermediates suitable for midstream and downstream processing.
The system is modular and scalable, leveraging existing infrastructure within an active remediation framework and allowing replication at other hard-rock AMD sites with similar characteristics.
For the demonstration project, rare earth–enriched HPC produced at HsB was collected on site and transported to West Virginia for downstream processing within the AMDREE™ platform. The material was successfully converted into a mixed rare earth oxide concentrate. This validation confirmed compatibility with the existing AMDREE™ back- end and demonstrated the ability to generate high-quality intermediates suitable for further domestic separation.
5. Demonstration Status and Technical Validation
The HsB project marked an important milestone for MCM and WVU by demonstrating that the AMDREE™ technology is applicable to hard-rock AMD as well as coal-related systems. This expanded the range of potential deployment sites and reinforced hard-rock AMD as a viable domestic feedstock.
Field-scale work confirmed that REE-enriched hydraulic pre-concentrates can be produced within an operating water treatment facility. These demonstrations validated process control and material consistency under real-world conditions.
Bench-scale processing further demonstrated the ability to generate mixed rare earth oxide intermediates suitable for separation. Process refinements—particularly related to the selective removal of high-volume critical metals—improved product purity and downstream efficiency.
Together, these results establish a clear pathway to industrial-scale implementation and provide a strong technical foundation for deploying AMD-based rare earth recovery across multiple geologic settings in the United States.
6. Why Horseshoe Bend Matters
HsB demonstrates that rare earth and critical material recovery from AMD is not limited to coal-related systems. Hard-rock AMD—long treated solely as an environmental liability—can serve as a viable domestic feedstock when paired with appropriate recovery technologies.
The site’s enrichment in heavy rare earth elements is particularly important given structural constraints in global heavy rare earth supply. These elements are essential to defense systems, advanced magnets, and high-performance materials.
Recovery at HsB is fully integrated within an active Superfund remediation system. The approach requires no new mining and no additional environmental disturbance, while enhancing the value of existing treatment infrastructure.
Together with Appalachian coal-AMD projects such as A34, HsB expands the geographic and geologic diversity of AMD-based rare earth recovery in the U.S.
7. Role of Mission Critical Materials
Mission Critical Materials (MCM) was formed to commercialize technologies developed at West Virginia University for recovering REEs and critical materials from AMD. The HsB effort strengthened the AMDREE™ platform by confirming its applicability to hard- rock systems, broadening deployment opportunities, and supporting the development of a diversified domestic feedstock portfolio. MCM’s role is to translate these demonstrations into commercially scalable projects aligned with U.S. supply chain priorities.
8. From Horseshoe Bend to Scale
The work at HsB moves AMD-based rare earth recovery beyond laboratory testing into real-world operating conditions. Demonstrating integration within an active treatment facility provides a practical template for replication. Hard-rock AMD systems exist at numerous legacy mining sites across the western United States, many operating under long-term remediation requirements that create consistent, regulated feedstock streams.
Applying a common recovery platform across both coal and hard-rock AMD significantly expands the national opportunity set. Rather than relying on a single geologic resource, AMD-based recovery can draw from multiple regions, increasing resilience within the domestic supply chain.
HsB represents not an isolated project, but a proof point for broader deployment.